




摘 要 本文主要介绍了1336 PLUS II变频器在连铸机电气传动系统中的应用,对连铸机控制及电气传动系统的网络构成、硬件组态、安装调试进行了说明,并对变频器的一些特殊应用方法作了描述。
关键词 1336 PLUS II 变频器 连铸机
机 型 1336 PLUS II
1.应用背景
随着工业生产和社会生活对钢材需求量的日益增加,连铸生产能力已经成为衡量一个国家工业发展水平的重要指标之一。同时近年来,由于交流变频调速技术有了突飞猛进地发展,变频器在调速范围、调速精度、动态响应、低速转矩等方面的优异性能,是其它的交流调速方式所无法比拟的,甚至可以完全取代直流调速技术,因此使得变频器深受钢铁行业用户的欢迎,特别是在连铸生产中有了广泛的应用。
宣化钢铁公司炼钢厂新建的4号、5号连铸机于2002年、2003年相继投产,两台连铸机机型一致,均为8m弧形,六机六流,考虑到现代高效连铸生产线对电气传动控制的控制精度和动态响应以及可靠性都有很高的要求,因此决定连铸机主生产线的传动系统全部采用基于变频器的交流驱动。同时,通过与各种常见品牌的变频器比较,A-B变频器中的1336 PLUS II系列变频器具有通用性强、保护功能完善、可靠性高、性价比出色等特点,同时在通信功能、智能控制、工作效率、使用方便等方面也很优势,所以我们决定使用1336 PLUS II系列变频器作为传动设备的驱动器。
2.系统组成
|
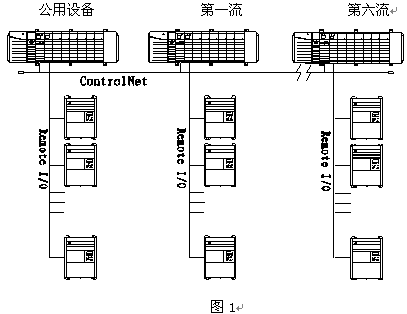
公用设备 第一流 第六流
|
两台连铸机的三电系统配置基本相同,控制核心采用了七套罗克威尔公司最新一代的ControlLogix PLC,PLC与变频器的网络联接结构如图1所示:

六套铸流PLC与公用PLC、各操作台、接线箱内的Flex I/O以及五台作为人机界面的操作站通过ControlNet网络联接起来,实现各铸流设备与公用设备的操作、联锁,同时收集各类信息,并向操作站提供,通过画面实现状态显示、设备操作、故障记录、报表打印等功能。每套PLC的框架均安装有1756-DHRIO模块,用于组建连接变频器的Remote I/O网,所有变频器通过加装1203-GD1或1336-GM1型Remote I/O适配器,按所属工艺部分通过Remote I/O网接入相应PLC系统,实现了实时数字控制,。
连铸机三电系统的管理级、控制级、设备级网络分别采用了罗克威尔公司的三种工业专用通讯网络:EtherNet网、ControlNet网和Remote I/O网。所有主生产线传动设备全部采用了变频器驱动,连铸机从钢包回转台直至横向移钢车等机械设备的传动中共使用了90多台变频器,功率范围从0.75KW到45KW。PLC、变频器、网络设备均是采用A-B产品,这样整个控制、电气系统由同一家公司的产品构成,组建网络容易,使用灵活方便,可靠性也得到提高。
3.工作原理
所有1336 PLUS II变频器通过其内置的SCANport通讯接口联接Remote I/O通讯适配器,直接挂在由七个1756-DHRIO模块组建的七个Remote I/O网络上,构成了基于Remote I/O网络的传动系统。综合考虑Remote I/O网络的连接距离和系统对实时性的要求,采用115.2Kbps的通讯速率。
Remote I/O网工作在扫描器方式下,PLC处理器(1756-L55M12)通过1756-DHRIO模块和远程I/O适配器建立串行通讯链。变频器的SCANport接口是一种现场总线的设备接口,为Remote I/O网中的网络设备提供直接、数字的通讯链路,系统通过组态PLC的I/O标签,利用SCANport接口建立输入、输出各八个Datalink。对PLC而言,每台变频器被看作是一个安装有I/O模块的远程框架,只需要对这些模块进行读写,就可以向与其相连的变频器发送命令,控制设备的运行;又可从变频器读取各项数据,监视设备的运行状态,并将数据实时传送到PLC中。通过RSView32制作的画面就可以在主控室的操作站显示器上,为操作人员提供了实时、详细的信息,并可以直接操作设备,甚至在变频器发出报警,甚至出现故障时,可以及时复位变频器来避免因处理不及时而导致事故发生。连铸机的电气系统实现了传动设备的远程网络实时控制,使PLC对变频器的驱动实现了网络化数字式控制,以一条通讯电缆取代了大量的硬接线,与传统的模拟量、开关量控制方法相比,不仅大大提高了系统的实时性、精确性和可靠性,而且安装、调试、维护的成本也相应得到降低。
4.安装调试要点
一般情况下,变频器安装、调试时不需特别注意,即可正常工作。但为保证变频器的安全可靠工作,同时减少谐波对PLC、仪表系统,特别是模拟量信号的干扰,变频器的主回路、控制回路必须按照要求连接相关设备。变频器进线侧要安装有断路器、进线电抗器、接触器,电机电缆地线与变频器接地端子直接相联并保证接地连接可靠,变频器的PWM载波频率基本上采用默认值(2-4KHz),一般不必加大。电机采用普通动力电缆即可,在电机距离变频器较远时,要使用屏蔽电缆或铠装电缆。
变频器驱动单台电机,出线侧可直接连接电机,驱动多台电机则需经过各自的热继电器连接电机,以避免因电流分配不均而影响电机的安全。拉矫机变频器还安装有制动单元,以吸收再生能量,平稳母线电压。对极为重要的设备,例如钢包回转台,还安装有旁路接触器和备用操作回路。
为使变频器充分发挥作用,最好根据电机铭牌数据设置好电机参数。如果对电机控制有严格要求,就要设置产生空载磁通所需的实际电流和补偿定子压降所需的实际电压,以获得最佳的控制效果。虽然多数情况下,电机铭牌并不提供这些数据,但可以通过变频器内置的整定过程来精确计算这些数值。
5.特殊应用
1336 PLUS II变频器除可用于驱动一般的传动设备外,它的无速度传感器矢量控制方式使得它还可以应用到一些特殊应用场合,例如在交变负载、大转动惯量、快速加减速、强烈冲击负载、高运行转矩、快速响应等情况下,均能通过适当调整变频器参数加以解决。在连铸机的不同部位,既有在普通条件下运行的机械设备,如辊道、切割车、水泵,也有一些机械设备对传动系统有着特殊要求,需要对变频器功能正确利用。下面就对一些此类设备的应用进行说明。
5.1 钢包回转台
钢包回转台是连铸机的关键设备之一,起着连接上下两道工序的重要作用。钢包回转台的回转情况基本上包括两侧无钢包、单侧有钢包、两侧有钢包三种情况,而单个钢包重量已超过140吨。三种情况下,钢包回转台受力有很大不同,但无论在何种情况下,都要保证钢包回转台的旋转平稳,定位准确,起停时要尽可能减小对机械部分的冲击,为减少中间包液面波动和温降,要缩短旋转时间。因此,我们在变频器的容量选择上,留有余地,即比电机功率加大一级。同时利用变频器的s曲线加速功能,通过调整s曲线保证加、减速曲线平滑快速,减少对减速机的冲击,再通过PLC判断变速限位、停止限位实现旋转过程中高、低速自动变换及到位停车,同时满足了对旋转时间和平稳运行的要求。
5.2 结晶器
结晶器是连铸机的核心设备之一,直接关系到连铸坯的质量。结晶器的振动频率要求准确,并根据拉坯速度自动调整,在高振频时,由于电机负载率上升,转差率增加,导致振动频率有所降低,而为了保证振动频率的精确,需要打开变频器的转差补偿控制,在负载增加时,使变频器自动增加输出频率以提供在没有速度降低情况下所需要的电机转差率,补偿量正比于负载的增加量,并在整个调速范围内都起作用。
另外,结晶器的振动是由电机带动偏心机构旋转来实现的,因此表现为输出电流及母线电压呈现周期性震荡,在振动频率较高时有引起母线过电压故障的可能,通过允许变频器的母线调节功能,使变频器会基于直流母线电压自动调整输出频率,监测到母线电压瞬时升高时变频器会适当增加输出频率以减小引起母线电压升高的再生能量,这样做降低了出现变频器过压故障的可能性。
5.3 拉矫机
在连铸工艺中,连铸机拉坯辊速度控制是连铸机的三大关键技术之一,拉坯速度控制水平直接影响连铸坯的产量和质量,而拉坯辊电机驱动装置的性能又在其中发挥着重要作用。交流电机变频调速技术日益成熟,交流变频驱动调速平稳,调速范围宽,对机械冲击低,交流电机维护量低,交流变频调速已取代直流调速,完全能够满足拉坯辊速度控制的需要。
4、5号连铸机的拉矫机为五辊双机架三驱动,上拉坯辊、下拉坯辊、矫直辊由三台同型号电机共同驱动,完成引锭杆的上下传送运行和连铸坯牵引,三台电机必须保持同步,与一般的同步要求不同的是要保证三个辊面的线速度相同,而不是三台电机的转速相同,以避免出现负载分配不均引起母线过压、欠压、过载故障。
三台变频器接受相同的速度指令,按照同一频率运行,但由于三辊处于一个半径8m的圆弧段的不同位置上,若要保持三个辊面的线速度相同,则三台电机的转速实际应有轻微差别,加上三台电机的参数不可能完全相同,这就造成了三台电机同步的困难。如果打开母线调节功能,虽然可以在一定程度上避免由于不同步造成的母线电压升高,但会造成电机转速的不稳定,从而使拉速值波动,进一步影响到结晶器钢水液面和二冷配水的稳定,甚至有造成事故的危险。为此,我们利用变频器内置的PI控制功能,使三台电机构成主从驱动系统,即以上拉坯电机作为主驱动电机,工作在速度调节方式,下拉坯电机和矫直电机作为从动电机,工作在带有速度修正的速度调节方式下,通过比较主从电机的力矩电流产生偏差信号,从而修正从动电机的速度。变频器间的力矩电流信号传送可以通过变频器内置的模拟量输入、输出通道来实现,无需另外添加硬件。这种方法构成的主从驱动系统,结构简单,完全利用变频器内置功能实现,可以连续自动完成速度修正,应用在多辊传动的拉矫机上效果非常理想。
系统原理如图2所示(从动电机以一台为例):
5.4 移钢车
移钢车用来推动铸坯进入步进冷床,由于多根铸坯与轨道之间的摩擦较大,因而移钢车要有足够的推力,为满足快节奏的生产需要,移钢车还要保持较高的行走速度,以满足工艺对时间的要求,而空间的限制又使得移钢车必须在很短的距离内进行制动,以免与横梁发生碰撞,损坏设备。为达到以上要求,通过适度增加启动力矩,行程中PLC根据人员操作和接近开关判断移钢车运行方向、所在位置,及时改变变频器速度,制动时打开直流制动功能以配合抱闸,充分满足了工艺要求,保护了设备,同时避免了变频器出现报警、故障。
5.5 增压泵
增压泵用来为二次冷却水加压,使水压稳定在设定值,以保证调节阀能够稳定的调节二次冷却水量,冷却铸坯。这可以通过变频器的内置的PI控制功能来实现。同时,增压泵功率较高,并且几乎是24小时运转,有较大的节能潜力,配合变频器的自动节能功能,在空载或轻载时,变频器将自动降低其输出给电动机的电压,以减少电机空载时的励磁电流,从而减少了电能的消耗。
6.实际运行情况
自连铸机投产以来,1336 PLUS II变频器在连铸机的各类传动设备上表现良好,充分满足了生产工艺和机械设备的要求,它的优良性能和极高可靠性在连铸生产中得到了充分发挥,1336 PLUS II变频器为宣钢4、5号连铸机的按时投产、达产,生产出质量合格的连铸坯,发挥了不可替代的作用。
作者简介:赵利明 男 1973年生 工程师 河北理工学院电气自动化专业 主要从事自动化及传动产品、技术在炼钢、连铸中的应用
通讯地址:河北宣化钢铁公司炼钢厂计控车间
邮编:075100
电话:13513139076







