




北京钨钼材料厂研究生产的多元复合稀土钨电极,可实现低排放、无污染,完全可以替代对环境污染严重的钍钨电极。
钨电极是一类广泛应用于氩弧焊、等离子体焊接、喷涂、切割技术和冶金工业中的关键热源材料。目前,全世界每年使用钨电极的总消耗量达上千吨,市场需求随着经济发展仍在稳定增长,其中钍钨约占70%以上。钍钨电极材料的发明始于1913年,在纯钨中掺杂2%左右的ThO2,大大提高了热发射效率,从而被广泛应用。
然而钍是天然放射性元素,其半衰期长达1.39×1010年,在生产和使用过程中对人类健康和环境污染产生十分严重的危害。由于钍的放射性对人体和环境的危害,美国、欧盟政府开始加以限制,相关生产商已停止钍钨材料的生产或将生产转移到发展中国家,欧洲从2002年开始全面停止生产钍钨。随着各国对环境问题的日益重视,最终全球停止钍钨电极的生产和使用是必然趋势,世界各国现已竞相开展了替代钍钨的新型热电子发射材料的研究。为此,北京钨钼材料厂凭借多年的研究与生产经验,研制成功了多元复合稀土钨电极,并解决了其产业化生产的技术难题。
技术背景
O.W.里查森对热电子发射现象的研究,揭示出逸出功W和热体温度T是影响材料热电子发射能力的重要参数,并导出公式:
i=AT2exp(-W/kT)
式中:i,热体发出的饱和电流密度(A/m2);
k,玻耳兹曼常数;
A,与材料有关的发射系数;
W,逸出功;
T,绝对温度(K)
结合其产业化生产目的及需求,可以看出适合做热阴极的材料应满足以下条件:
1.逸出功低,熔点高,蒸发率小。通常纯金属的逸出功为4.0eV左右,为了产生实用热发射电流密度,工作温度必须在2000K以上,因此只有难熔金属才适宜做发射热电子的电极材料。
2.材料要有良好的高温力学性能,高温蠕变小,强度高,再结晶温度要高,以防止电极发生变性、变脆和开裂。
3.好的化学稳定性。
4.原料丰富,加工成材率高,成本低。
研究内容
1.稀土氧化物的细化作用
钨基体中掺入稀土氧化物,在还原过程中,钨粉体明显细化,说明稀土元素具有较强的细化作用。表1为掺杂不同的元素在还原过程中对钨粉的细化程度,从中可以看到不同稀土元素对钨粉的细化程度不同,其中Y2O3的细化作用最强,其次为La2O3、CeO2。三种稀土元素复合掺杂,其细化作用明显优于单一掺杂,这是由于不同稀土元素阻碍钨晶粒的不同晶面长大,复合稀土的添加,使钨晶粒的多个晶面受到阻碍,而难以长大,因而钨粉颗粒细化更加明显。
2.焊接性能测试
根据不同稀土元素的作用机理,前期研究初步设计了8种多元复合稀土钨电极,编号分别为1#、2#、3#、6#、7#、8#、9#、10#,以下对这8种电极进行焊接性能的详细研究和比较,研究不同稀土组合对电极各主要性能的影响。
(1)引弧性能
测试结果:每组电极分别在30A、80A、150A焊接电流时,各重复引弧30次,引弧成功率100%,引弧性能优良。
(2)电弧静特性曲线

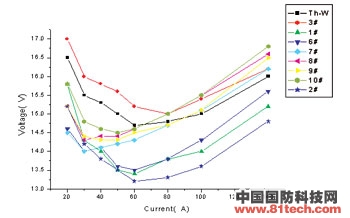
图1 钨电极的电弧静特性曲线
[page]
测试结果如图1所示。从图中可以看到多元复合稀土钨电极静特性曲线明显低于Th-W电极,说明该电极的表面逸出功比较低,电子容易从表面逸出,焊接性能优于同规格的钍钨电极,也说明这种生产工艺制备的多元复合稀土钨电极性能比较优良,达到并超过了同规格的钍钨电极。
比较多元复合稀土钨电极与钍钨电极的电流静特性曲线可以看到,在相同的焊接电流下,多元复合稀土钨电极的承载电压明显低于钍钨电极,说明多元复合稀土钨电极的燃弧稳定性优于钍钨,意味着等同条件下,采用多元复合稀土钨电极的焊接质量优于钍钨电极。
(3)电极抗烧损性能
表2 钨电极抗烧损性能
样品编号 1# 2# 3# 6# 7# 8# 9# 10# WT
平均烧损量
(mg) 0.25 0.45 0.95 0.15 0.05 0.15 0.15 0.25 1.65
抗烧损性能是衡量电极工作寿命的重要特征之一,对不同试样进行测试,结果如表2所示。
从表2中可以知道,多元复合稀土钨电极的抗烧损性能仍优于钍钨电极,多元复合稀土钨电极的抗烧损性能与同规格钍钨电极在相同的条件下相比较,其烧损量仅为钍钨电极的20%左右。
(4)电子逸出功
表3 三种成分的钨电极在1300℃时的发射性能
零场发射电流密度(A cm-2) 有效逸出功(eV)
复合稀土钨电极 1# 0.41 2.76
2# 0.15 2.90
WT电极 0.04 3.08
多元复合稀土钨电极在1300℃时的有效逸出功为2.76eV比钍钨电极的有效逸出功3.08eV低0.32eV(如表3),故其热电子发射能力低于钍钨电极。材料的逸出功直接反映了它的热电子发射能力。测试的结果说明1#、2#电极的逸出功都比W-Th电极的低,说明该种成分配比的多元复合稀土钨电极的热电子发射能力比W-Th电极强,其中1#样品的逸出功最低,即它的热电子发射能力最优。
电子逸出功对引弧性能也有一定影响,在引弧的过程中,电极温度逐渐升高,放电状态逐步过渡到电弧放电。在高频引弧中所施加的高频电压就是使电极与母材之间产生火花放电,引起空间电离,使焊接回路电流逐步增大至电弧放电所需的范围内。在起弧过程中和刚刚起弧时,电极表面还没有被加热到足够高的温度,还不能作为热阴极而工作。如果电极表面的逸出功低,则电极产生热电子发射所需的温度就低,电极也越容易产生热电子发射,在一定电压下,焊接回路的电流增加到产生电弧放电的电流所需的时间就越少,即起弧越容易成功。
根据以上表征电极焊接性能的指标,可以看出多元复合稀土钨电极的焊接性能明显优于具有放射性污染的钍钨电极。综合比较以上各项性能,优选1#电极进行工业生产关键技术研究。
产业化成果
多元稀土钨电极于2004年在北京钨钼材料厂投入规模化生产,当年产量50.27t,销售额1 225.66万元。目前,该产品已实现了大规模的稳定批量生产和全球市场销售,自投产至今三年多时间累计实现销售收入1.5亿元,获得了明显的经济效益和社会效益。
在小规模试验范围内系统研究多元复合稀土钨电极材料的基础上,选择综合性能良好的多元复合稀土钨电极材料进行产业化关键技术研究,此项完全拥有自主知识产权的系列产品成功替代了放射性钨电极,实现材料及制品的环境友好及清洁制备,真正实现了该领域的低排放、无污染发展,促进了钨电极的升级换代和材料产业的可持续发展。







