 |
|
这是一篇来自生产第一线的文章,文章的内容虽不高深但很具有实用性。文章作者分析了空间凸轮传统加工方式和采用手工编程在数控机床上加工方式的弊端,并在此基础上详细地说明了利用MasterCAM软件加工空间凸轮的全过程
许昌烟草机械有限责任公司的烟机设备中使用了多种凸轮机构,既有平面凸轮机构,又有空间凸轮机构,其中,空间凸轮机构中的关键零件空间凸轮的加工一直是机械加工的难点。常规方法采用分度头铣削或靠模法加工,加工难度大,周期长,加工精度低,对操作工人技术水平要求高,因此,大部分空间凸轮零件需要外协加工。自从我们20世纪90年购置了数控机床后,利用配备了数控分度头的数控铣床加工空间凸轮代替了传统的加工方法,在很大程度上提高了凸轮的加工精度和效率,但是,空间凸轮的数控加工程序一直采用手工编制,手工编制加工程序有很多缺点,主要表现在以下三个方面:
(1)编程复杂,工作量大
在空间凸轮的工作图中,凸轮的理论轮廓或工作轮廓尺寸是在其外圆柱的展开图上以直角坐标形式给出,或列表给出。假如按1°将凸轮的轮廓尺寸在360°上均分(一般多是如此),则在程序中就要输入360个坐标点,工作量大,容易出错。但有时图纸上凸轮轮廓坐标会以每10°均分形式给出,由于间隔过大,数据不能直接使用,需要编程员对凸轮轮廓进行插值细化,这在手工编程中难度很大,甚至是不可能的。
(2)程序修改不便
程序编好后,如果在工件首件试切过程中出现错误或需要改变,如顺铣改为逆铣,则程序需重新调整,调整的过程是非常繁琐的。
(3)凸轮轮廓加工精度较低
在手工编程中,程序中两个坐标点之间是用直线连接的,即直线插补方式,由于手工编程方式的局限性,无法得到足够多的坐标点,使得加工后空间凸轮的工作轮廓与实际轮廓有一定偏差,表面有棱,不顺滑,精度较低。
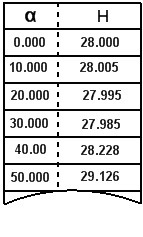
针对传统加工和采用手工编程加工的不足,我们充分利用CAD/CAM软件,圆满解决了空间凸轮的加工难题。下面,我通过一个具体实例说明如何利用MasterCAM软件加工空间凸轮的问题。凸轮工作图如图1所示,其中Φ20滚子中心轨迹H和转角α之间的关系由列表给出,如表1所示。

表1 转角α与升程H之间的关系
图1 凸轮工作图
一、空间凸轮加工过程
1.建立加工模型
点击桌面 图标,起动MasterCAM软件。计算凸轮外圆柱周长L=π*D=π*174≈546.637,根据周长L画一条竖直线,如图2所示。将直线36等分,对应每一个等分点,将表一中的H值依次输入,得到37个轮廓点,如图3所示。利用软件中提供的绘制样条曲线(Spline)命令,依次点击上面得到的37个点,得到凸轮的理论轮廓线。点击软件的辅助菜单区的 图标,在弹出的对话框中建立图层2,然后依次点击 、 、 ,在弹出的对话框中设置如图4所示的参数,然后选择凸轮的理论廓线,将轮廓线向右偏置一个滚子半径10mm,隐藏其他图层后,得到凸轮的工作轮廓线,也就是我们所需要的加工模型,如图5所示。
图2绘制凸轮外轮廓周长
图3 凸轮轮廓点示意
图4 偏置命令参数设置
图5 凸轮工作轮廓线
2. 建立粗加工刀具路径
为了减少粗加工中刀具的空行程,如图5所示,分别在凸轮工作轮廓线上的B点和C点处打断,以便只分层粗加工A―B和C―D段。在软件中依次点击 、 、 、 、 图标按钮,系统提示选择串连,分别点击A―B和C―D段,建立加工轮廓。点击主菜单区的 ,弹出轮廓加工操作设置对话框,在对话框的刀具参数标签页下建立一把Φ16立铣刀,并设置相应参数,如图6所示。点击 按钮,在弹出的旋转轴设置对话框内设置选项,如图7所示。选择轮廓参数标签页,并作相应参数和选项设置,如图八所示。点击 按钮,在弹出的对话框中设置在X―Y方向粗加工的次数,如图9所示。至此,粗加工参数设置完毕,点击 按钮,生成如图10所示的刀具路径。在软件的操作管理器中点击 按钮,对粗加工刀具路径做实体仿真,仿真效果如图11所示。
图6 刀具参数设置
图7 旋转轴参数设置
图8 轮廓参数设置
图9 径向分层加工设置
图10 粗加工刀具路径
图11 粗加工仿真效果图
3.建立精加工刀具路径
在软件中依次点击 、 、 、 图标按钮,系统提示选择串连,选择图5中A―D凸轮轮廓线作为加工对象,然后点击主菜单区 ,弹出轮廓加工操作设置对话框,其中刀具参数页的设置和粗加工相同,为了使精加工时余量均匀,在精加工前安排半精加工刀序,为此,在轮廓参数页面中设置Linerization tolerance值为0.025,XY stock to leave值为0.1生成刀具路径,然后分别设置上面两个值为0.0005和0生成精加工刀具路径。依次点击 , , 弹出操作管理器,管理器中显示了刚建立的两个操作,如图12所示。分别点击操作管理器中的 和 按钮,生成精加工的刀具路径和实体仿真效果图,如图13和图14所示。点击操作管理器中的 按钮,选择FANUC后置处理程序,生成针对数控铣的加工程序,如图十五所示,程序经过上车试用,加工出的凸轮工作面非常光滑,完全达到图纸要求,空间凸轮加工难题圆满解决。
图12建立半精及精加工操作
图13 精加工刀具路径
图14 精加工刀具路径效果图
图15 凸轮加工程序
二、结束语
通过空间凸轮加工难题的解决,充分体现了CAD/CAM软件在数控加工中的重要作用。利用MasterCAM软件,我们又陆续解决了多种复杂的空间凸轮和平面凸轮的加工问题。目前在车间加工凸轮类零件已经不存在困难,而且我们还在逐步扩大软件编程技术的应用范围,取得了非常好的效果。因此,从事数控加工的人员只有在深入理解和掌握一种或多种CAD/CAM加工软件,并在实践中加以合理运用,才能深入挖掘数控机床的加工潜力,不断提升机加车间的工艺能力,提高产品的质量。











